

Achieving good process control is especially important in hole machining or precise boring operations, achieving the desired size and finish to bores in an accurate and repeatable manner. Organisations need to conduct micron-precise adjustments, applying careful analysis throughout the process to ensure that no oversized or under-sized bores are produced.
For many organisations, process capability data acts as a benchmark for production objectives-In its simplest form , this data provides an accurate indication of how well an organisations’ process is meeting the specifications that you have set. Perhaps the most important figure of process capability is the Cpk value.
Cpk monitors data sets between an upper and lower specification limit and represents the capability which the process is achieving in regard to how central the mean is between specification limits. The smaller the standard deviation in performance, the greater the Cpk value- a low Cpk value would represent greater defects in performance and vise versa.
In modern day manufacturing, the reliance on new-age technology to deliver accuracy on critical bore sizes is becoming increasingly mainstream. Organisations adopting old practices are falling by the wayside as new, more efficient and superior systems are available. This blog will now look at how Rigibores’ ActiveEdge system can provide this advantage, driving productivity, increasing accuracy and reducing costs.
ActiveEdge Tooling and Cpk
Rigibore can provide sophisticated solutions to ensure organisations meet the desired Cpk targets, dramatically improving operational performance- the diagrams below are used to demonstrate this.
Figure 1
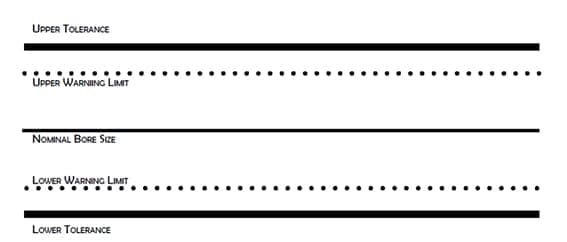
Figure one outlines the process in place when machining a bore. Upper and Lower Warning Limits are set to ensure accuracy in bore sizes, keeping the diameters within this required tolerance band. ActiveEdge tooling’s auto-compensation capabilities adjust the cutting edge automatically to compensate for insert wear if bore sizes are outside this warning limit, ensuring that the next machined bore is returned to the nominal bore size.
Figure 2
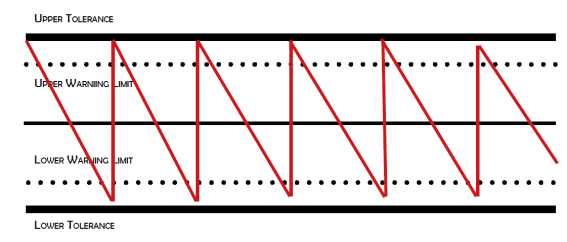
Figure two demonstrates the process of machining a bore using manual methods of adjustment, the red lines represent bore sizes in operation. As you can see these bore sizes deviate dramatically throughout the process, and the spread means that bore sizes are very rarely central around the desired nominal size. Manual adjustment makes for difficulty in achieving a high Cpk score, this is because speed, simplicity and accuracy in adjustment is made much more difficult.
Figure 3
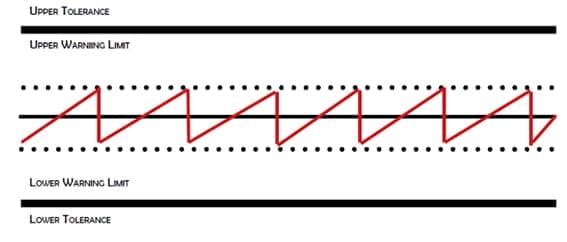
Figure 3 represents the same component, however this demonstrates the effect of Rigibore’s ActiveEdge system in the process. ActiveEdge tooling has the capability to machine to a much tighter tolerance band, bringing the upper and lower warning limit in much closer to the nominal bore size.. Accuracy in adjustment down to just 1 micron on diameter to ensure bore size accuracy is maintained.
This function achieves a significantly lower standard deviation in operation, and keeps bore data closer to the nominal bore size, resulting in a much greater Cpk figure for organisations. ActiveEdge tooling achieves accuracy through automation.
Organisational Benefits
The process of ActiveEdge tooling has identified how critical Cpk improvements could be achieved, but what does this mean for organisations?
Greater accuracy of parts produced:- Because bore data is automated and micron-accurate adjustments are made, bore sizes are consistently near the nominal level. The greater the accuracy of parts will lead to a workpeice of greater quality, producing a product fit for purpose.
Reduced Scrap and Re-Work Rates:– Re-work and scrap rates can negatively impinge on organisations chances of being successful. Whether conducting a high-volume or high-value production environment, scrap and re-work will have negative implications in terms of cost and time. By automating cutting edge adjustment, guaranteed accuracy means the risk of undersized or over-sized bores will be removed.
Improved Cycle-Time:- ActiveEdge tooling also improves cycle-time, reducing spindle downtime in the operation. For manual operations where the production must be stopped and the tool adjusted manually, valuable non-production time is wasted.
ActiveEdge tooling auto-compensation capability can adjust with the tool still in the carousel, meaning throughput is maximised, allowing products to get to market quicker.
Rigibore’s special tooling capabilities allow multiple cutting edges to be created on the same bar. Multi-feature tooling allows multiple critical diameters to be met and multiple functions to be performed simultaneously, on just one tool. This limits time needed for a tool change, dramatically increasing operational efficiency and reducing cycle time.
Reduced Operator Intervention: – In modern day manufacturing, the more human involvement in a boring operation leads to an increased the risk of an error in the process. As the diagram indicates, manual adjustments made by operators have a greater deviation from the nominal size, and results in a lower Cpk value.
Not only does ActiveEdge tooling retain a tighter tolerance and achieve an improve Cpk value, the reduction in operator intervention can lead to decreased labour costs, not relying on skilled operators to make manual adjustments. Increased production benefits can also be achieved through lights-out machining- Find out more about how the Closed-Loop process can boost productivity.

